超聲波金屬焊接是連接端子和線束的一種快速可靠的方法���。

圖1 展示了一個(gè)銅銷和鍍鎳銅銷焊接到鋁端子���。
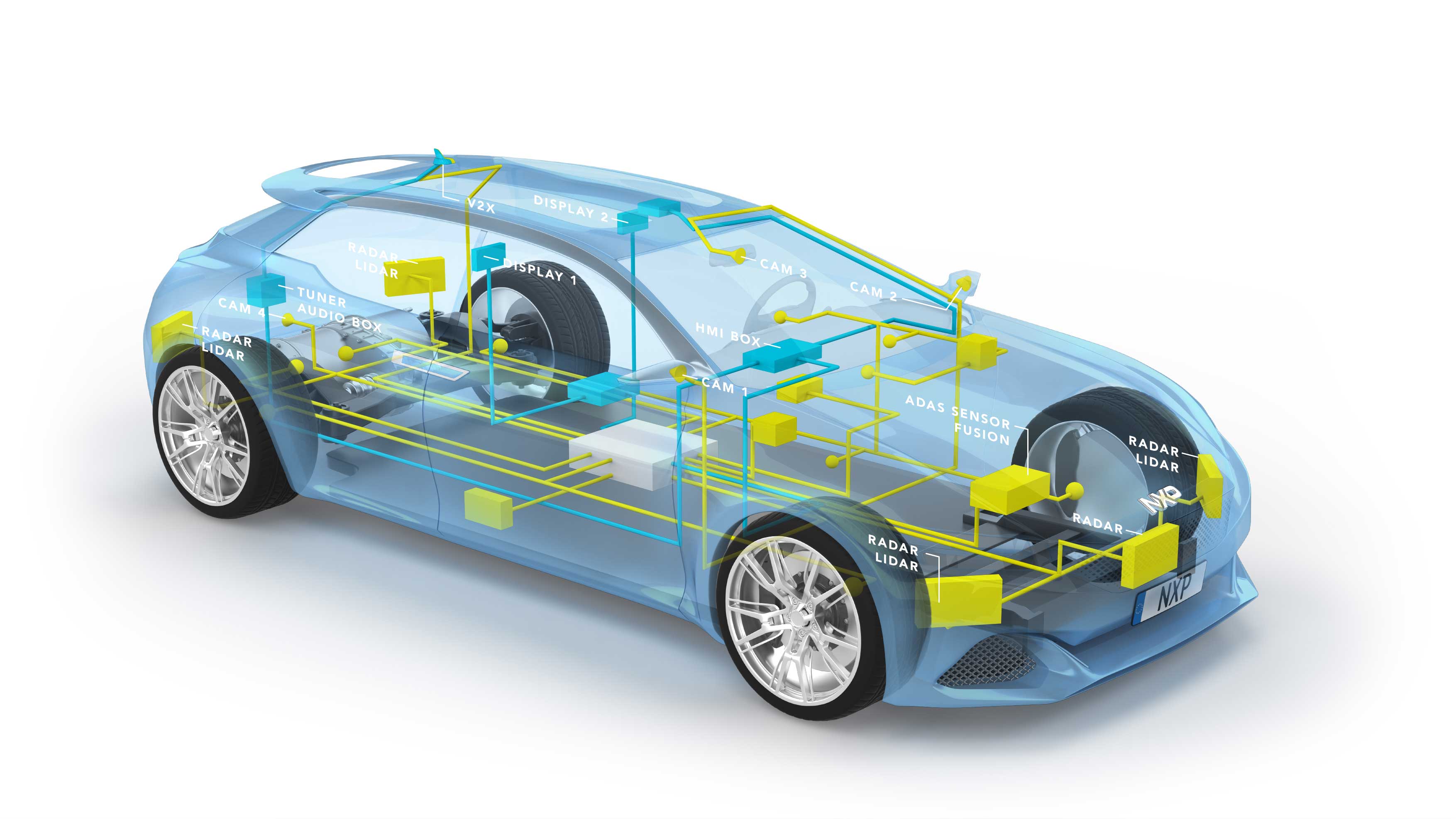
對(duì)于我們80后,自動(dòng)駕駛似乎像是科幻小說?����,F(xiàn)在�����,這正日益成為現(xiàn)實(shí)�����。在未來10年,相信自動(dòng)駕駛技術(shù)將會(huì)經(jīng)歷比過去30年更大的變化���。
專家們將實(shí)現(xiàn)自動(dòng)駕駛這一目標(biāo)的道路劃分為五個(gè)階段(級(jí)別):輔助駕駛��、部分自動(dòng)化����、有條件自動(dòng)化��、高度自動(dòng)化和完全自動(dòng)駕駛��。每達(dá)到一級(jí)���,越來越多的駕駛責(zé)任從個(gè)人轉(zhuǎn)移到車輛自動(dòng)駕駛系統(tǒng)����,直到駕駛者最終成為乘客�����,車輛上所有人不需要駕駛執(zhí)照�。目前�����,所有的汽車品牌已經(jīng)推出符合一級(jí)和二級(jí)自動(dòng)駕駛標(biāo)準(zhǔn)的車輛����,正在積極測(cè)試符合第三級(jí)和第四級(jí)標(biāo)準(zhǔn)的軟硬件功能����,并為此類車型的大批量生產(chǎn)做準(zhǔn)備����。而第五級(jí)完全自動(dòng)駕駛的初步測(cè)試正在進(jìn)行。
在任何級(jí)別的自動(dòng)駕駛中�,安全和可靠性必須是最高的優(yōu)先級(jí)。車輛必須避免對(duì)乘員和任何行人(道路使用者)的任何危險(xiǎn)�。為了達(dá)到這樣的安全水平,制造商依賴于兩種方法��,與飛機(jī)設(shè)計(jì)制造中使用的方法類似:可靠性技術(shù)和冗余設(shè)計(jì)和制造��。
傳感器和攝像系統(tǒng)是自動(dòng)駕駛汽車的關(guān)鍵技術(shù)��。然而���,這些系統(tǒng)只有在控制器和感知單元��,以及控制器和執(zhí)行單元可靠連接時(shí)才能工作�。因此,線束連接對(duì)自動(dòng)駕駛汽車的性能也同樣至關(guān)重要���。
量產(chǎn)車輛的電氣和電子(E/E)系統(tǒng)的安全要求詳見
ISO 26262��。這一國(guó)際功能安全標(biāo)準(zhǔn)旨在解決汽車電子和電氣系統(tǒng)故障可能造成的危害��。ISO
26262是一個(gè)基于風(fēng)險(xiǎn)評(píng)估的安全標(biāo)準(zhǔn)�����。對(duì)危險(xiǎn)操作情況的風(fēng)險(xiǎn)進(jìn)行定性評(píng)估�,定義安全措施以避免或控制系統(tǒng)故障�����,同時(shí)對(duì)隨機(jī)發(fā)生的硬件故障進(jìn)行檢測(cè)和控制���,減輕其影響����。
?超聲波線束焊接
無(wú)論是自動(dòng)駕駛汽車還是傳統(tǒng)汽車,確保汽車線束可靠連接的一種方法是超聲波焊接��。該技術(shù)用于連接線束和線束�,以及線束和端子,是一種經(jīng)過長(zhǎng)期驗(yàn)證的可靠方法����。超聲波焊接過程快速,且全程可監(jiān)控多組參數(shù)��。超聲產(chǎn)生的接頭是純金屬連接件��,不受老化�、蠕變和疲勞影響����。接頭連接牢固,保證了組件之間極低的接觸電阻��。

圖2 超聲波焊接產(chǎn)生的接頭是純金屬連接�,不受老化和疲勞影響
超聲波焊接既可用來連接相同材料,也可用來連接不同材料�����,例如銅和鋁。因?yàn)榻饘偈侵苯雍附釉谝黄?���,所以不需要額外材料,如套管�����、焊料或助焊劑���。此外����,超聲波焊接對(duì)零件產(chǎn)生較低的熱應(yīng)力(焊接溫度遠(yuǎn)低于零件熔點(diǎn))��,因此被焊材料本身性能��,以及周邊材料性能不改變�����,如絕緣套保持完整�����。

圖3 超聲波焊接相同或不同材料,例如銅和鋁�����。
?焊接實(shí)踐
盡管超聲焊接有過程控制和偏差檢測(cè)�����,但是在接頭設(shè)計(jì)和生產(chǎn)準(zhǔn)備環(huán)節(jié)仍應(yīng)該遵循相關(guān)標(biāo)準(zhǔn)�。例如USCAR38(用于線束和端子的連接標(biāo)準(zhǔn))和USCAR45(用于線束到線束的連接標(biāo)準(zhǔn))工業(yè)標(biāo)準(zhǔn)等。這些標(biāo)準(zhǔn)為設(shè)計(jì)提供了基礎(chǔ)��。另外���,許多汽車制造商和電纜供應(yīng)商都有自己的線束焊接規(guī)范和標(biāo)準(zhǔn),在設(shè)計(jì)和生產(chǎn)時(shí)這些建議也必須考慮在內(nèi)�。
焊接點(diǎn)的設(shè)計(jì)必須能夠承受車輛使用期間的機(jī)械、熱和電流負(fù)載����。多股絞線的股數(shù)超過一定數(shù)量連接就變的困難,因此絞線股數(shù)建議不超過8根�����。超聲波焊接系統(tǒng)可以監(jiān)測(cè)線束股數(shù),以避免不正確數(shù)量插入焊接�����。同時(shí)�,為了可靠地檢測(cè)出漏股的接頭,最小尺寸的單根導(dǎo)線截面應(yīng)至少占總截面的7%�。對(duì)于截面小于5平方毫米的接頭,單根導(dǎo)線最小截面應(yīng)占總截面的9%�。一個(gè)線束接頭內(nèi),單根導(dǎo)線最大截面不應(yīng)該超過最小截面的三倍�����。
材料的選擇對(duì)焊接質(zhì)量影響很大�。純度至少99.9%的銅和純度至少99.5%的鋁最適合用于超聲波焊接。鉛或錫涂層會(huì)對(duì)超聲焊接質(zhì)量產(chǎn)生負(fù)面影響�����。導(dǎo)線以及導(dǎo)線間的油脂和添加劑也會(huì)對(duì)焊接質(zhì)量產(chǎn)生不利影響���。
當(dāng)鋁線束焊接到銅端子上時(shí)���,銅端子上3~6微米鍍鎳層�����,可以保證高強(qiáng)度連接�����。此外����,連接位置必須沒有油���、油脂���、保護(hù)劑和污垢。
正確存儲(chǔ)對(duì)保持材料清潔很重要�����。高溫和長(zhǎng)時(shí)間的存儲(chǔ)會(huì)導(dǎo)致材料表面氧化增加�,以及拉絲油和增塑劑在導(dǎo)線上的積累�,這些都會(huì)對(duì)焊縫質(zhì)量產(chǎn)生負(fù)面影響��。理想情況下��,電線應(yīng)保存在清潔��、干燥����、不受天氣影響�、不直接暴露在太陽(yáng)或紫外線下的地方,放置時(shí)間不超過6個(gè)月����,溫度應(yīng)在15
~ 35℃之間。當(dāng)然����,線纜和接頭在儲(chǔ)存和運(yùn)輸過程中應(yīng)避免損壞(具體可參考德國(guó)電氣和電子制造商協(xié)會(huì)的技術(shù)指南TLF 0100)。
線束焊接可能是一個(gè)半自動(dòng)的過程��。經(jīng)過培訓(xùn)的人員操作焊接設(shè)備和進(jìn)料裝置�。為了防止線束和端子污染,操作人員應(yīng)戴手套��,且線束焊接位置的絕緣層應(yīng)在焊接前才進(jìn)行剝離�。
在每天首件以及生產(chǎn)過程中抽檢焊接質(zhì)量是一個(gè)質(zhì)量管控的好方法���。要小心材料供應(yīng)商的變化,因此要定期對(duì)來料進(jìn)行檢測(cè)�。另外,用密碼保護(hù)焊接設(shè)備����,只允許經(jīng)過培訓(xùn)的人員才能更改生產(chǎn)用焊接參數(shù)。
為了確保焊接工藝的穩(wěn)定性�,要連接的線束必須以一致的方式插入端子,因此零件和治具設(shè)計(jì)上要有導(dǎo)向和限位結(jié)構(gòu)�。另外,超聲波焊接系統(tǒng)必須定期檢查和維護(hù)��,如醫(yī)療行業(yè)普遍做法��,每一年要對(duì)焊接設(shè)備進(jìn)行一次性能偏差檢測(cè)?,F(xiàn)代超聲焊接系統(tǒng)還要求對(duì)過程中的數(shù)據(jù)進(jìn)行采集、管理和分析����,對(duì)設(shè)備穩(wěn)定性和焊接質(zhì)量好壞進(jìn)行預(yù)判斷,對(duì)可能的偏差進(jìn)行預(yù)警和糾偏���。